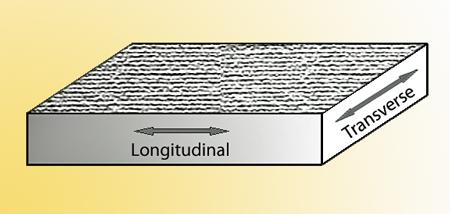
Figure 1: A plate’s grains run parallel to the rolling direction.
While sheet metal gauges run from 0.005 to 0.249 inch thick, aluminum and steel plate thicknesses start at 0.250 in. and go all the way up to 13 in. or even more. Likewise, plate steel varies in strengths from mild varieties to some very high-strength materials such as Hardox ® . When it comes to very thick or high-tensile-strength material, traditional rules for determining minimum bend radii, minimum punch nose radii, die openings, bending force calculations, and tooling requirements may no longer apply—at least not in the same way that they do when working with thinner gauges.
Because the workpiece can be extremely thick and strong, you need to understand the variables and learn how to work with them. First, consider the material’s chemical composition, its surface and edge condition, as well as its thickness, and determine whether the bend is with or across the material’s grain direction.
All forming, regardless of scale, involves some kind of plastic deformation. Material expansion occurs on the outside surface of the bend, compression on the inside, and you need to know how to deal with both. The limits of material ductility will be the controlling factor for the minimum bend radius.
The strains associated with the plastic deformation when cold forming can cause the material to strain-harden. This can change the material’s mechanical properties in the area of the bend, where plastic deformation is occurring. At this point, ductility and resistance to fracture will need to be considered.
No matter the material, its gauge or thickness, mild steels and soft aluminums are much more ductile than high-strength materials and, therefore, can be bent to a sharper radius. That’s why when bending thick or high-tensile metals, you need to abide by a minimum inside bend radius. This will minimize the effects of strain hardening and cracking at the bend.
The material supplier’s product data sheets normally outline the extent to which the plate can be formed without failures, recommending minimum bend radii by material type and properties. Generally, low-carbon-content steel or soft aluminum is necessary for good formability and a tight inside radius; but as the level of carbon in the steel or the hardness of the aluminum increases, its ductility and formability are limited, increasing the minimum radius that can be produced.
When working with plate, pay close attention to whether you are forming with (longitudinal) or across (transverse) the grain direction (see Figure 1). A plate’s grain direction comes from the mill’s rolling process, which stretches the metallurgical structure and inclusions of the material. The grains run parallel to the rolling direction.
Forming with the grain requires less bending force because the material’s ductility is readily stretched. But this stretching causes the grains to spread, which manifests as cracking on the outside bend radius. To prevent or at least reduce this cracking when bending longitudinal to the grain direction, you may need to use a larger bend radii. When bending transverse to the grain direction, the reduced ductility will increase the required forming tonnage, but it will be capable of accepting a much tighter inside bend radius without destroying the outside surface of the bend.
Localized stress can influence forming results, and this limits how tight the inside bend radius can be. Thermal processes like flame and laser cutting harden the edges and produce stress concentrations. You may need to remove surface gouging and sharp corners along sheared edges. Dressing sheared edges and surfaces can help reduce or remove microfractures in critical areas.
When forming heavy plate to tight bend radii, you may need to preheat the material between 200 and 300 degrees F before bending, particularly if you are trying to bend thicknesses 0.75 in. or greater. For the best results, be sure to heat the material uniformly.
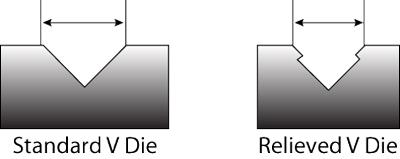
Figure 2: In the tool on the right, the die space has been relieved. This allows the punch to pass deeply into the die space and, to compensate for springback, take advantage of a 78- or 73-degree-included die angle.
All steels, aluminums, and even plastics exhibit springback upon release from the bending forces. Springback is the release of elastic strain and is related directly to the material yield strength. It’s the reason you need a greater bend angle to achieve the required angle, especially for high-yield-strength steels and most aluminums.
A certain sheet metal workpiece may have, say, 2 degrees of springback, so you need a punch with minimum included angle that’s at least 2 degrees less than the included die angle to provide the needed angular clearance. But as the radius increases, so will springback, and the amount of springback can be significant when the radius is large in relationship to the sheet or plate thickness.
The right die width and angle can help compensate for this excessive springback. This includes relieved dies (see Figure 2), with included angles of 78 or 73 degrees. Channel dies have included die angles that are perpendicular, straight up and down. Both allow for the necessary penetration of the tool without interference between the die faces, punch, and material.
Hot forming occurs when the plate is between 1,600 and 1,700 degrees F. This reduces or even eliminates strain hardening, cracking of the radius, and distortion of the grain structure. The high temperature causes the plate to recrystallize, actually changing its molecular structure.
The plate may need to be reprocessed to return it to its original condition. Nonetheless, compared with cold forming, hot forming allows a much greater degree of formability and reduced tonnage requirements, which makes it an attractive alternative when press tonnage capacity is an issue. The press brake may not be able to form a plate cold, but it can form it hot.
Like anything else, hot forming has its limitations. The high temperature required for hot forming can cause oxidation. It can also cause surface decarburization—a change or loss in steel’s carbon content. Most view decarburization as a defect, because the carbon loss makes the steel less stable, which in turn can cause a variety of problems with the products made from that steel. You can perform material testing to confirm the level of carbon loss and whether or not the altered material is acceptable.
If you bend anything harder than 5054 aluminum, you will need to anneal it by heating along the bend line. If you don’t, such hard aluminum will crack and break during forming.
Aluminum melts between 865 and 1,240 degrees F, so you obviously can’t heat it as much as steel. In some ways aluminum heats, bends, and recrystallizes the way steel does, and in other ways it responds very differently. When heated, aluminum tends to have a little more springback. You might achieve the desired bend angle and radius, but as soon as it cools, it springs back slightly more.
When steel is heated, it first becomes malleable and then it melts. When aluminum gets hot, first it is malleable, then it gets brittle, and then it melts. When you heat aluminum too close to the melting point and then try to bend it, the workpiece can crack or break.
Another tricky part of hot forming aluminum is that, when heated, the metal does not change color the same way steel does. You can anneal the aluminum using an oxyacetylene torch with a neutral flame. Sweep back and forth until you see a golden color. You might also see a black film or soot form, but you can wipe this off easily later. Depending on the plate thickness, it may take only a few sweeps of the flame, so be careful not to get it too hot. If you do, you may make it brittle or even melt it.
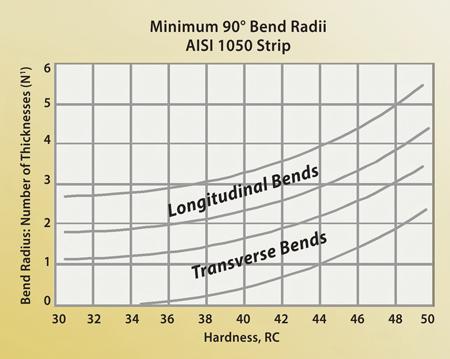
Figure 3: Longitudinal bending, or bending with the material grain, increases the required minimum inside radius of the bend.
For steel, aluminum, and stainless you will find a variety of minimum bend radii-to-thickness ratios, and you will need to research these values in data provided by your material supplier. When researching these values, though, be aware that bending transverse (across the grain) or longitudinal (with the grain) will have an effect on the minimum bend radius required. Longitudinal bending requires a larger radius than those stated for transverse bending (see Figure 3).
As the thickness increases, so does the minimum radius. For 0.25-in.-thick 6061 in an “O” condition, the material supplier may specify a 1-to-1 inside radius-to-plate-thickness ratio. In 0.375-in.-thick aluminum, the minimum radius is 1.5 times the thickness; for 0.5-in.-thick, it’s 2 times the thickness.
The minimum radius also increases with harder material. For 0.25-in.-thick 6061 in a “T4” condition, the material supplier may specify the minimum radius to be 3 times the thickness; 0.375-in.-thick plate may have a minimum radius of 3.5 times the thickness; for 0.5-in.-thick plate it can be 4 times the thickness.
The trend is obvious: The harder and thicker the plate is, the greater the minimum bend radius. For 0.5-in.-thick 7050 aluminum, the minimum bend radius may be specified as much as 9.5 times material thickness.
Again, the minimum inside bend radius is even larger when bending with the grain. In steel between 0.5 and 0.8 in. thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may require a minimum bend radius that’s 3.75 times the material thickness. And between 0.8 and 2 in. thick, you likely will need to hot-form.
There’s a rule of thumb to determine a steel’s minimum bend radius, and this generally works for aluminum too: Divide 50 by the material’s tensile reduction percentage as specified by your supplier. This value will vary by grade.
If the steel has a tensile reduction value of 10 percent, divide 50 by that value: 50/10 = 5. Next, subtract 1 from that answer: 5 – 1 = 4. Now, multiply that answer by the plate thickness. If the material is 0.5 in. thick: 4 × 0.5 = 2. So in this case, the minimum inside bend radius is 2 times the material thickness.
Note that this is just a rule of thumb. Finding the true minimum bend radius for steel or aluminum plate requires a little research. This should include data from your material supplier, whether you are bending with or against the grain, as well as information specific to the application. Nonetheless, the answers are there, waiting for you to find them.